2024.06.21
昔ながらの手動工作機を駆使して精密加工!汎用旋盤担当者の仕事

「KYOWAの⾦属加⼯ジャーナル」へ、ようこそ!
私たちは、銅加工・金属加工で約100年の歴史をもつ共和電機工業です。
「KYOWAの金属加工ジャーナル」と題したこのコーナーでは、銅をはじめ工業製品に用いられる各種の金属材料や金属加工方法の知識・ノウハウなどをお伝えしていきます。
今回は、汎用旋盤担当者の仕事をご紹介します。「汎用旋盤」は昔から活躍してきた工作機械で、すべての工程を手動で行う必要があるため、作業者の加工技術及び経験則が非常に重要となります。その汎用旋盤を使いこなす作業者は、自動化が進む金属加工業界において“職人”と呼ぶべきプロフェッショナルです。
特に弊社の汎用旋盤担当者は工具にも精通しており、自らの手で自由自在に刃物を作ることができる「手研ぎバイト」を駆使して、お客様の細かなご要望にお応えしています。
前回記事【「可とう導体」に技と心を尽くす!プレス班を率いる“匠”の仕事】はこちら
もくじ

機械課・汎用旋盤担当 淺野 晃久(48)
社内で唯一、汎用旋盤を専門とする在籍12年目のベテラン。新入社員を指導するなど、汎用旋盤加工の技術継承も担う。
昨今、汎用旋盤を扱える職人の高齢化が進む中、希少な若手。
※金属加工業界における汎用旋盤加工者の平均年齢は60代以上
共和電機工業入社前は家業で15年間シカル盤での平物加工の経験を積んでおり、昔ながらの機械加工に精通している。
※年齢、在籍年数は記事リリース当時
いろいろと“小回りがきく”のが汎用旋盤の利点
世の中的に、手動での機械加工が少なくなり自動化が進んでいますが、そんな中で汎用旋盤はどんな立ち位置だと思いますか?
加工に手間のかかる汎用旋盤が今も必要とされているのはなぜでしょうか?

汎用旋盤で加工できるものは大概NC旋盤でも加工できますから、量産であれば断然NC旋盤が有利なのですが、
汎用旋盤はNC旋盤に比べて
・初動がスピーディーであること
・フレキシブルに対応できること
の2点が特長となりますので、そういったニーズに特化して対応するのが汎用旋盤の立ち位置だと思っています。小回りがきくのが汎用旋盤の良さですね。
加工前の準備に時間がかからない
まず初動ですが、NC旋盤は加工前にプログラムを入力する必要があるのに対して、汎用旋盤は作業者の手が空いていればすぐに加工に取り掛かることができます。
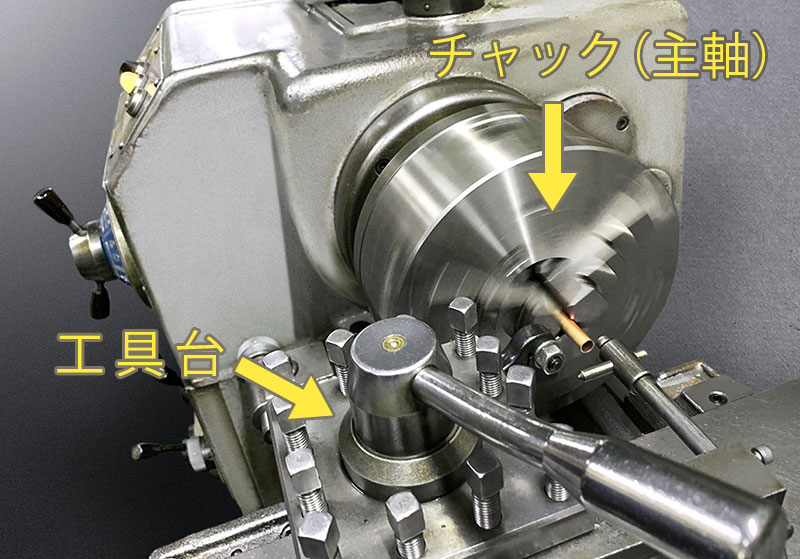
基本的には、図面を確認し、使用する工具を工具台にセットし、材料をチャック(主軸)で掴んで芯出しをすれば準備OKです。
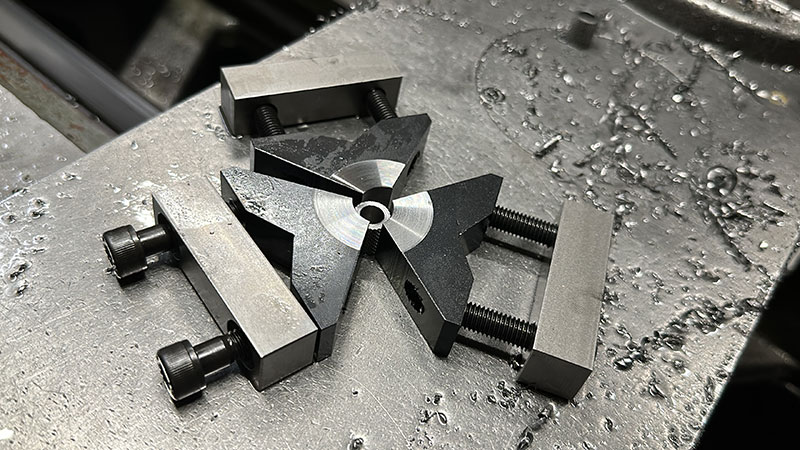
準備工程の中で経験や慣れが必要となるのは、最適な工具の選択と、材料を回転させた時にぶれないように調整する「芯出し」ですね。
小ロットならコスパ良し。加工中に補正可能というメリットも
フレキシブルな対応については、第一に、試作品の1点ものにも対応しやすいことが挙げられます。1点ものでなくても小ロットであればNC旋盤に比べてコストパフォーマンスが良いです。
そして第二に、加工中の補正が可能なこと。NC旋盤は扉を閉めて加工しますので、加工中に作業者が手を加えることはできません。対して汎用旋盤は加工しながら作業者の目と耳と手の感覚で少しずつ調整することができます。
そこには当然ながら作業者の経験と技術の差が出てくるわけですが、だからこそやり甲斐がある仕事だと思っています。
自分で機械を動かしている上に、加工している物がはっきりと見えるので、加工する楽しみ、加工しているという実感が味わえます。

会社として、汎用旋盤での加工を請け負えるリソースがあるということは非常に心強いです。お取引先様の製品開発者の方にも喜んでいただいています。
小回りがきくだけでなく、汎用旋盤でしかできない加工もありますよね?
そうですね。例えば薄肉の筒状の工作物などはNC旋盤のチャックで掴むと歪んでしまいますので、力加減をしながら掴める汎用旋盤でないと上手く加工できません。
その他、鋳物の切削加工ができることも汎用旋盤の強みです。鋳物は切削時に出る切粉が非常に細かい粉末となるため、NC旋盤で加工すると電気系統の故障の原因になりかねません。
刃物を自由に作れる「手研ぎバイト」で加工の自由度UP
加工に使う工具ですが、今は刃先交換式の「スローアウェイバイト」が主流になっていますよね。汎用旋盤でも「手研ぎバイト」を使う人が少なくなっていると聞きますが、それはなぜでしょうか?
単純に、手研ぎバイトは難しいからでしょうね。研ぐにも使いこなすにも技術と経験が必要になります。習得に時間を要しますので、私も初心者にはまずスローアウェイバイトでの加工を教えています。とはいえ、スローアウェイバイトでは対応できない加工もありますから、少しずつ手研ぎバイトも教えていきたいとは思っています。
「スローアウェイバイト」と「手研ぎバイト」の違い

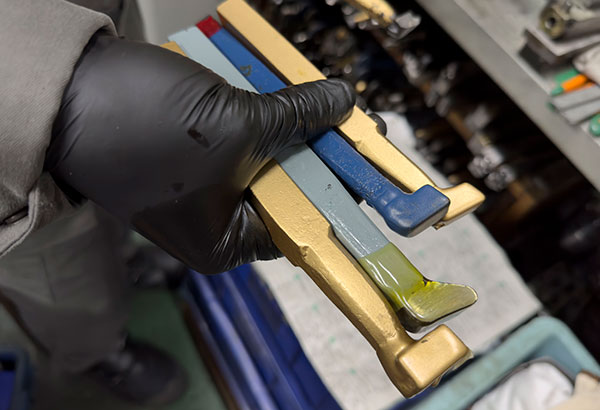
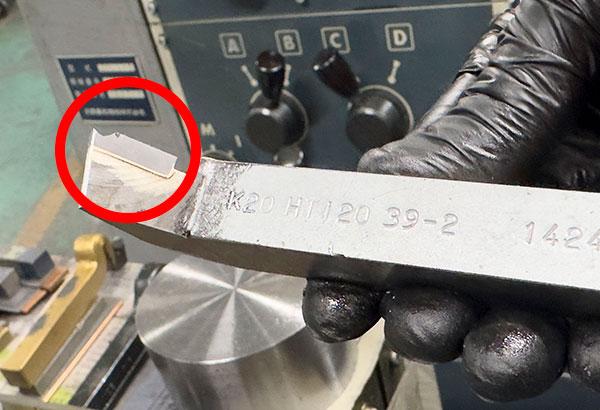
用途に応じて研いだ手研ぎバイトの一例

内径加工用
R加工用

溝入れ用
私が手研ぎバイトを使用する一番の理由は「刃物を自由に作れること」ですが、もう一つ「汎用旋盤の回転速度でもシャープな切れ味が得られる」というのも大きな理由です。
スローアウェイバイトはそもそもNC旋盤用に作られたものですので、高速回転では非常に切れ味が良いのですが、手動の汎用旋盤では回転が足りず切れ味が悪くなるんですね。
その点、手研ぎバイトなら回転速度も考慮して研ぐことができます。ただ、それも長年の感覚でやっているので、マニュアル化しづらいところではありますね。


汎用旋盤での加工を動画で紹介
汎用旋盤はNC旋盤やマシニングセンターと違って加工中の様子をはっきりと見ることができるので、せっかくですから動画で紹介したいと思います。淺野さん、よろしくお願いします。
わかりました! では、ほんの一部にはなりますが汎用旋盤での基本的な加工と、具体的な製品加工の工程を見ていただきましょう。
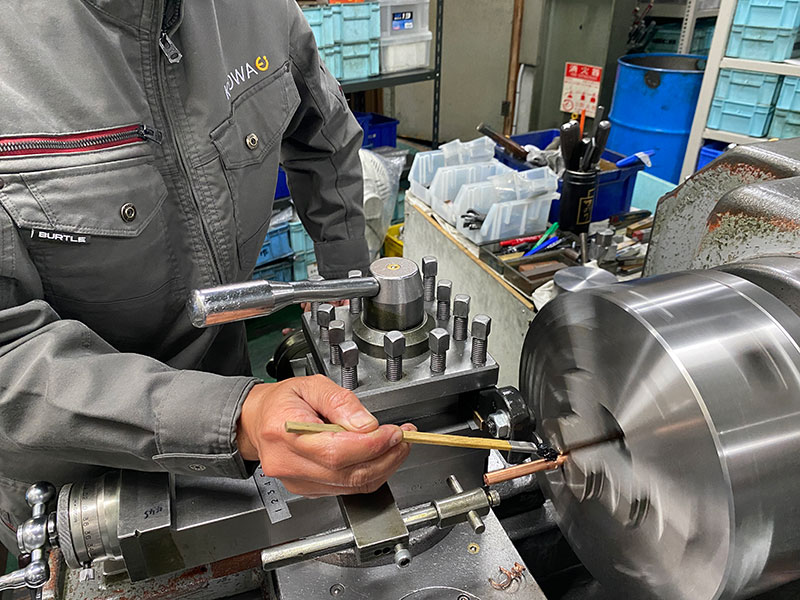
【動画①】汎用旋盤での外径・内径・突切り加工
汎用旋盤やNC旋盤は「旋削」によって工作物を加工します。旋削とは、工作物を回転させながら、固定した刃物(バイト)を当てて削っていく加工方法で、よく「りんごの皮剥き」に例えられます。円柱形や円筒形など「丸物(まるもの)」と呼ばれる製品を加工するのに適しています。
この「旋削」の様子がわかりやすい加工例として「外径加工」「内径加工」「突切り(切断)加工」を動画でお見せします。
※通常は加工時の手袋着用禁止 (巻き込み事故防止のため) ですが、撮影当日は作業者が手荒れしており撮影用に特別にゴム手袋を着用しています。ご了承ください。
いかがでしたでしょうか?
他にも色々な加工が可能ですので、主な加工種類を挙げておきます。
【動画②】汎用旋盤での部品製作例
次に、小さな円筒形状の部品の製作過程を動画でご紹介します。
予め工具台にセットした工具を順番に使って段取りよく加工する様子をご覧ください。
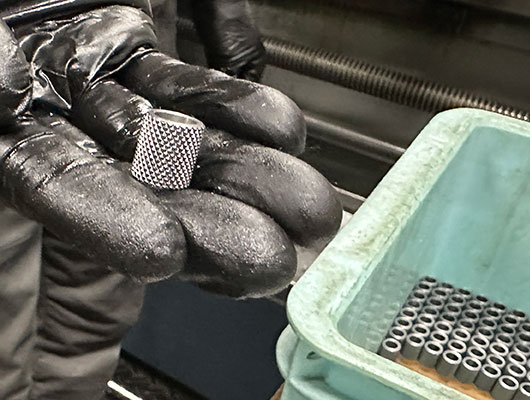
工作物の表面に小さなピラミッド型の凹凸をつけるローレット加工もご覧いただけます。
※通常は加工時の手袋着用禁止 (巻き込み事故防止のため) ですが、撮影当日は作業者が手荒れしており撮影用に特別にゴム手袋を着用しています。ご了承ください。
動画は最初にセットした工具で行える工程までですが、この後、別の工具をセットし直して次の工程へと進みます。動画でお見せした部品の場合は10工程を2段階に分け、まず1段階目の工程(動画の工程)を繰り返し、次に2段階目の工程を繰り返して全個数の加工が完了となります。1個ずつ全工程を行うよりもはるかに効率の良いやり方です。
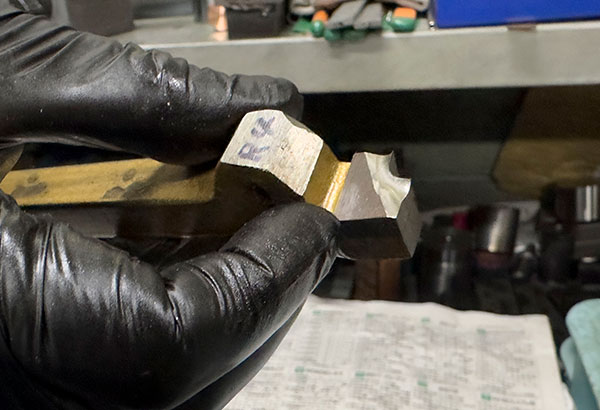
2段階目の加工は円柱形の材料を部品のサイズに切断した後からになりますので、小さな部品をチャックで掴むために「生爪(なまづめ)」と呼ばれる治具を用います。生爪は焼き入れされていない柔らかい鋼材でできており、工作物のサイズ・形状に合わせて成形することができます。成形した生爪で工作物を掴んで加工することで、工作物に傷がつくのを防ぎながら緻密な加工を施すことが可能になります。
どんどん製品が仕上がっていく様子を見るのはやはり面白いですね! 工程一つひとつにプロの技術とノウハウが感じられます。
私自身、楽しんで作業していますので面白いと感じていただけたら幸いです。私はそこそこ経験が長いですが、汎用旋盤の世界は奥深く飽きることがありません。お客様のご要望をどのように実現するかにしても答えは一つではありませんので、いつまでも挑戦し続けられる仕事ですね。
そういった魅力も含めて、若手社員に技術やノウハウを引き継いでいくことも、これからの私の使命だと考えています。
ぜひよろしくお願いします! この記事を見て、就職活動中の方も興味を持ってくれたら嬉しいですね。今回伝えきれなかったこともたくさんありますので、また改めてご紹介していきたいです。
以上、汎用旋盤担当者の仕事をほんの一端ですがご紹介させていただきました。次回は弊社「メカトロ課」にて電線・ケーブル加工を担当している社員の仕事をご紹介する予定です。
こんにちは!共和電機工業株式会社・営業課の藤井と申します。この記事のアテンド役を務めさせていただきます。
今回は、汎用旋盤という昔ながらの手動の工作機を担当している淺野さんの仕事を紹介していきます。